- 产品中心
-

自清洗过滤器
刷式自清洗过滤器
刮刀自清洗过滤器
吮吸式自清洗过滤器
Y型自清洗过滤器
卧式自清洗过滤器
叠片过滤器
伯努利自清洗过滤器
查看更多>
-
反冲洗过滤器
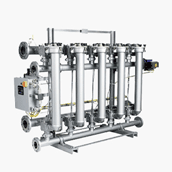
列管式反冲洗过滤器
多柱式反冲洗过滤器
金属粉末反冲洗过滤器
双筒切换式过滤系统
模块式过滤系统
金属烧结滤芯过滤器
自动反冲洗过滤器
查看更多>
-
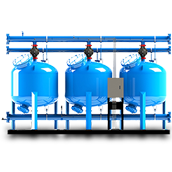
工业水处理过滤器
浅层砂过滤器
多介质过滤器
除铁锰过滤器
纤维球过滤器
核桃壳过滤器
保安/袋式过滤器
洒水车过滤器
层叠过滤器
查看更多>
-

精细化工过滤器
烛式过滤器
自动排渣精密过滤机
微孔过滤机
板式过滤机
三元前躯体过滤器
MDEA溶液过滤器
胺液三级过滤系统
查看更多>
-
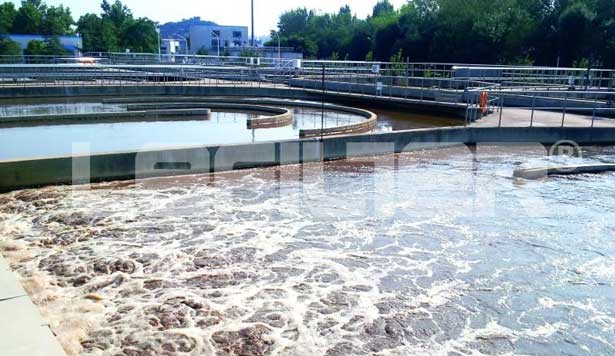
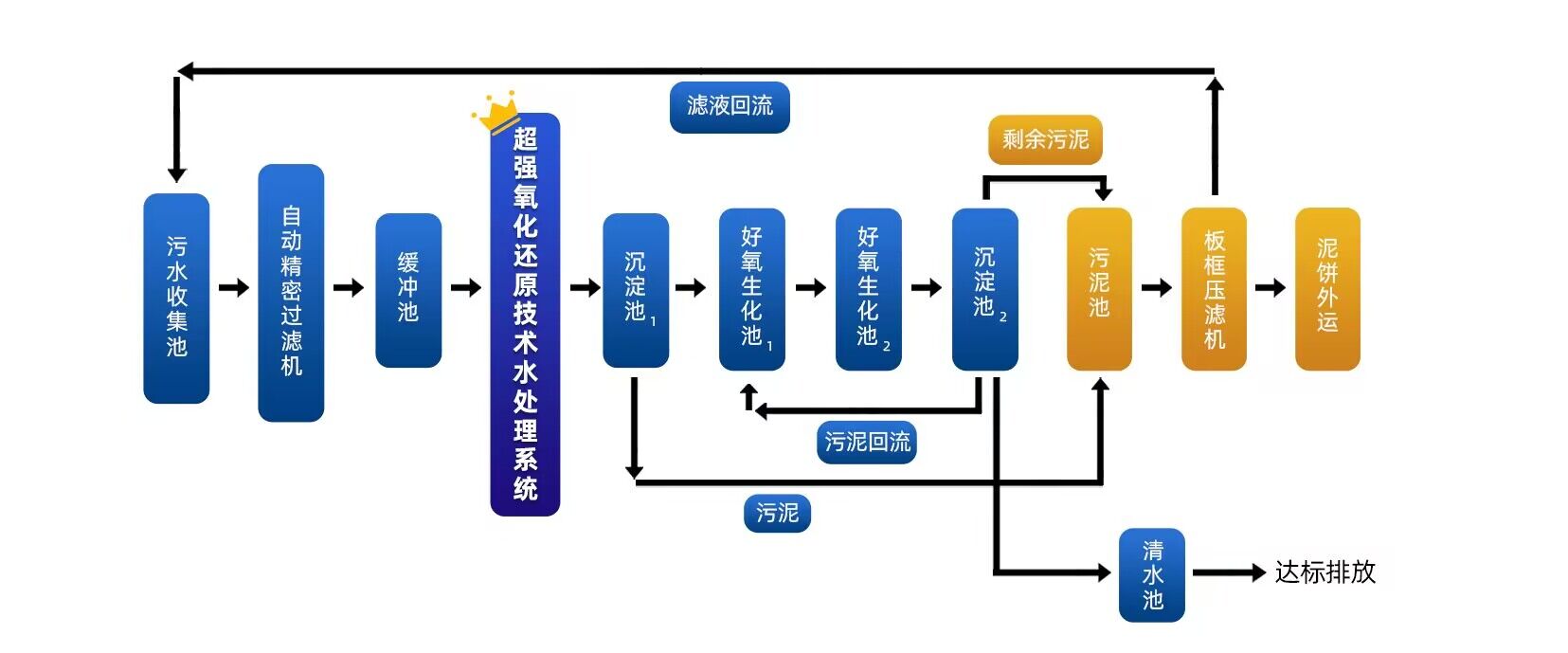
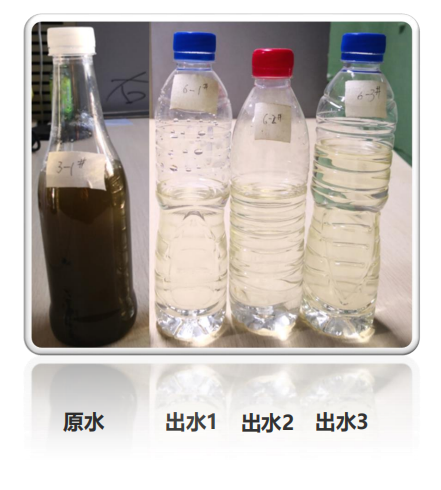
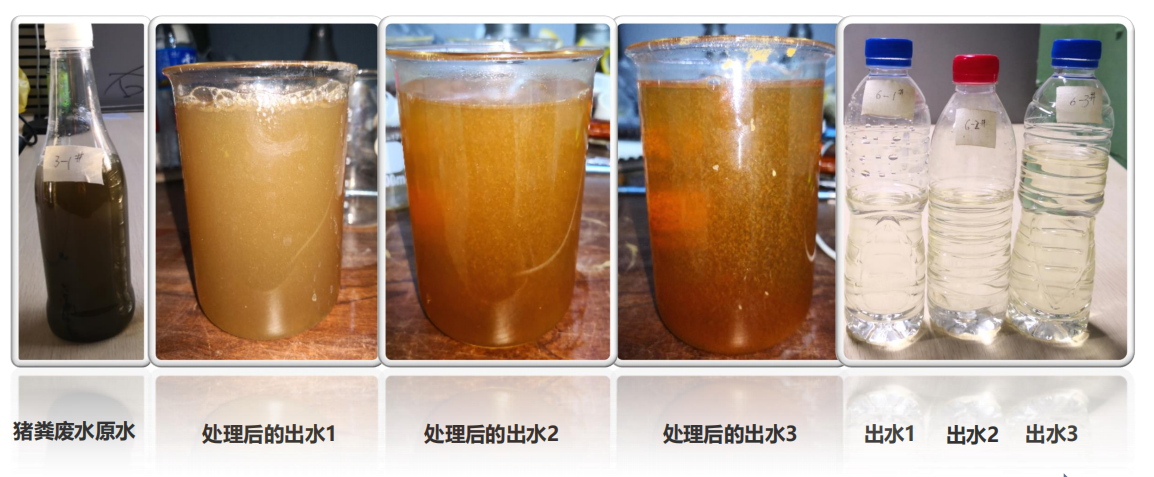
污水处理系统
一体化污水处理设备
一体化净水设备
连续流砂过滤器
高浓度化工废水处理技术
养牛废水处理技术
阻燃布废水处理技术
学校/乡村污水处理技术
高难废水处理系统
查看更多>
-

气体过滤与分离
空气精密过滤器
氢气过滤器
天然气过滤器
航煤聚结分离器
气液分离器
换热器
管道混合器
查看更多>
-
 15517308795
15517308795